Tough Resin Ultra
Verfügbarkeit für Abholungen konnte nicht geladen werden





Hohe Flexibilität & starke Bruchfestigkeit
Mit einer Bruchdehnung von bis zu 80 % bietet dieses Resin außergewöhnliche Zähigkeit und Flexibilität.
Selbst dünnwandige Strukturen behalten ihre Stabilität, widerstehen Rissbildung unter Belastung und kehren nach Verformung schnell in ihre ursprüngliche Form zurück.
Gedruckte Modelle halten Stößen, Stürzen und auch dem Transport über lange Distanzen zuverlässig stand.


Wetter- & feuchtigkeitsbeständig für langfristige Nutzung
Anycubic Tough Resin Ultra ist speziell entwickelt, um das Eindringen von Feuchtigkeit zu minimieren sowie UV-bedingte Alterung und Versprödung zu verhindern. Dank extrem geringer Wasseraufnahme behalten Modelle ihre Formstabilität auch bei längerer Lagerung oder Ausstellung.




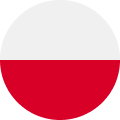
Hohe Präzision & feine Details
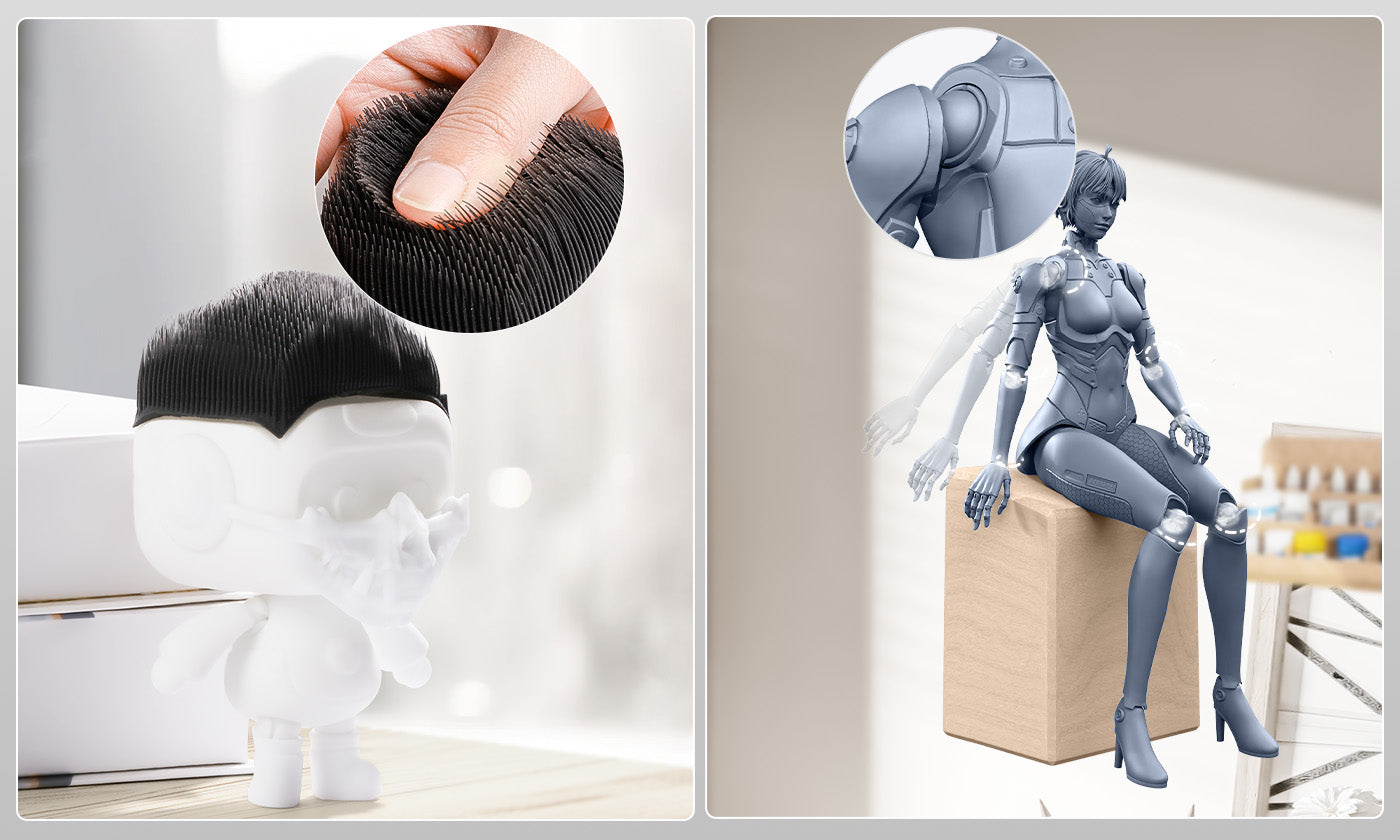
Extrem detailreiche Drucke
Hervorragende Druckpräzision ermöglicht die exakte Wiedergabe feinster Details wie Haarstrukturen.
Gleichzeitig bietet das Material hohe Funktionalität für bewegliche Modelle. Einzelteile sind passgenau austauschbar und ermöglichen vielseitige Anpassungen und maximale Gestaltungsfreiheit.

Auch als Additiv einsetzbar
Anycubic Tough Resin Ultra erfüllt zwei Funktionen: Es kann sowohl als eigenständiges Druckmaterial verwendet als auch mit anderen Resins gemischt werden.
Beim Beimischen verbessert es die Schlagfestigkeit sowie die langfristige Haltbarkeit der Druckergebnisse deutlich.

Geruchsarm & anwenderfreundlich
Die speziell entwickelte Formel sorgt für eine minimale Geruchsentwicklung während des Druckprozesses und ermöglicht ein angenehmes Nutzungserlebnis.

Breite Kompatibilität
Kompatibel mit allen LCD- und DLP-3D-Druckern mit 405-nm-UV-Härtung auf dem Markt.
In Kombination mit Anycubic LCD-3D-Druckern wird eine optimale Druckleistung erzielt.







Datei herunterladen
Empfohlene Druckparameter
| Printer Model | Layer Thickness | Exposure Time | Light-Off Time | Bottom Exposure Time | Bottom Layers | Anti-Aliasing Level | Z Lift Distance | Z Lift Speed | Z Retract Speed |
| Photon P1 | 0.05 mm | 2 s | 2 s | 23 s | 1 | 4 | 5 mm | 3 mm/s | 3 mm/s |
| Photon Mono M7 | 0.05 mm | 2.2 s | 1 s | 25 s | 4 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M7 Pro | 0.05 mm | 2 s | 2 s | 25 s | 4 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M7 Max | 0.05 mm | 2 s | 0.5 s | 30 s | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono M5 | 0.05 mm | 2.8 s | 1 s | 25 s | 5 | 1 | 8 mm | 5 mm/s | 6 mm/s |
| Photon Mono M5s | 0.05 mm | 2.8 s | 1 s | 25 s | 5 | 1 | 8 mm | 5 mm/s | 6 mm/s |
| Photon Mono M5s Pro | 0.05 mm | 3.6 s | 1 s | 30 s | 5 | 1 | 8 mm | 6 mm/s | 6 mm/s |
| Photon Mono 4 | 0.05 mm | 2.8 s | 1 s | 30 s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono 4K | 0.05 mm | 2 s | 1 s | 40 s | 6 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono 4 Ultra | 0.05 mm | 2.6 s | 1 s | 30 s | 5 | 1 | 5 mm | 8 mm/s | 8 mm/s |
| Photon Mono 2 | 0.05 mm | 2.5 s | 1 s | 25 s | 5 | 1 | 6 mm | 4 mm/s | 6 mm/s |
| Photon Mono X2 | 0.05 mm | 2.5 s | 1 s | 20 s | 5 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Photon Mono X 6K | 0.05 mm | 2 s | 1 s | 28 s | 6 | 1 | 8 mm | 2 mm/s | 3 mm/s |
| Photon Mono X6Ks | 0.05 mm | 2.5 s | 1 s | 20 s | 5 | 1 | 8 mm | 3 mm/s | 4 mm/s |
| Photon M3 Max | 0.05 mm | 3 s | 2 s | 35 s | 6 | 1 | 10 mm | 2 mm/s | 3 mm/s |
| Photon M3 Premium | 0.05 mm | 2.5 s | 1 s | 25 s | 2 | 1 | 8 mm | 6 mm/s | 6 mm/s |
Farbe Typ
Gebrauchsanweisung
(1) Vor der Verwendung:
Schütteln Sie das flüssige Resin vor Gebrauch;
Reinigen Sie den Resin-Behälter und die Druckplattform, um den Boden des Resin-Behälters in gutem Zustand für die Lichtdurchlässigkeit zu halten.
(2) Während der Verwendung:
Schrauben Sie den Deckel ab und füllen Sie das Resin gemäß den Anforderungen des Geräts in den Resin-Behälter;
Wählen Sie die richtigen Druckparameter und Einstellungen für den Druck aus.
(3) Nach der Verwendung:
Bitte verwenden Sie nach dem Drucken die passenden Werkzeuge für die Nachbearbeitung, einschließlich Klinge, Seitenschneider, Pinzette, Behälter, Handschuhe; Reinigungsmittel wie Ethanol (≥95 %), Laktat oder Isopropylalkohol.
(4) Nachbearbeitungsschritte:
A. Entfernen Sie das gedruckte Modell mit einer Klinge von der Druckplattform;
B. Tauchen Sie das Modell in die Reinigungslösung, spülen oder reinigen Sie es im Ultraschallbad, anschließend herausnehmen und abtropfen lassen; Für ein besseres Ergebnis wird die Verwendung der ANYCUBIC Wash- und Cure-Maschinen empfohlen.
C. Führen Sie geeignete Nachbearbeitungsschritte wie Entfernen von Stützstrukturen, Polieren, Färben usw. durch.
Vorsichtsmaßnahmen
1. Die ideale Lagerbedingung für ungehärtetes Resin ist ein kühler, dunkler Ort bei Raumtemperatur, geschützt vor Licht, um hohe Temperaturen oder Sonnenlicht zu vermeiden.
2. Die empfohlene Betriebstemperatur liegt bei 18–35 °C; niedrige Temperaturen können das Druckergebnis beeinträchtigen. Daher kann das Resin vor Gebrauch leicht vorgewärmt werden (nicht über 60 °C).
3. Falls sich das Pigment im Resin absetzt, kann es nach dem Umrühren oder Schütteln wieder verwendet werden.
4. Um die Leistung des Resins sicherzustellen, nehmen Sie das Modell nach der Reinigung rechtzeitig heraus, um ein längeres Einweichen im Wasser zu vermeiden.
5. Um die mechanischen Eigenschaften des Modells zu gewährleisten, führen Sie nach der Reinigung und dem Trocknen rechtzeitig eine Nachhärtung durch.
6. Um die ideale Leistung des härtbaren Materials sicherzustellen, müssen Intensität und Dauer der Lichtquelle nach dem Aushärten kontrolliert werden. Daher werden folgende Schritte empfohlen:
(1) Die Intensität einer Quecksilberlampe oder LED-Lichtquelle sollte 5–10 mW/m² betragen, die Dauer nicht länger als 1 Stunde (individuell anpassbar);
(2) Die Belichtungszeit in der Sonne (im Sommer) beträgt ca. 1 Stunde;
(3) Nähe oder langfristige Exposition unter starken Lichtquellen wie Hochleistungs-Hochdruck-Quecksilberlampen ist verboten;
(4) Es wird empfohlen, in einem dunklen Raum zu drucken oder den Druck mit einem Deckel abzudecken, da Resin ein lichtempfindliches Material ist.